Copyright
© 2000-2015
LHERBAUDIERE
9 pages à l'impression

17 mars 2013
|
Copyright |
9 pages à l'impression |
|
version initiale 2002 | |
| dernière
mise à jour 17 mars 2013 |
TECHNOLOGIE DE FABRICATION DES COMPOSANTS ELECTRONIQUES ET DES MICROCAPTEURS
deuxième partie (2/4) : masquage et lithogravure
| la
"multiplication des pains" |
||||
la
tournette et la résine |
||||
des
procédés physico-chimiques |
||||
découpage
et microsoudure |
||||
| une collection d'icônes pour visiter tout le site | ||||
Dessin à l'échelleUne fois le schéma électronique du composant défini, la première étape de la conception pratique va consister à implémenter théoriquement les composants élémentaires du circuit dans le silicium, c'est à dire à définir leurs emplacements respectifs, leur géométrie superficielle en tenant compte des contraintes liées au dopage, à la dissipation thermique du composant en fonctionnement, des connexions vers l'extérieur et de l'ensemble des interrelations possibles dues au voisinage de champs électriques variables. Cette phase est grandement facilitée de nos jours par l'emploi de la CAO, c'est à dire l'existence de nombreux logiciels de simulation et l'existence, chez chaque fondeur de silicium, de très vastes bibliothèques de composants élémentaires et de modules prédéfinis. Cette opération va permettre de définir non seulement la topologie, mais aussi d'identifier toutes les opérations de production qui seront effectuées simultanément. Ainsi par exemple on identifiera qu'il sera possible, et donc économiquement indispensable, de réaliser simultanément à la fois en diffusant un dopant de type P tel le bore :
MasquageLa tranche de silicium est préalablement oxydée en surface sur une profondeur de 1 µm dans un four d'oxydation (semblable à celui de diffusion) maintenu à 900°C pendant quelques heures en présence d'oxygène et de vapeur d'eau. Elle est ensuite enduite d'une couche uniforme de résine photosensible, d'environ 1µm également d'épaisseur, à l'aide d'une tournette (dispositif tournant à très grande vitesse >20000tr/mn et permettant l'étalement uniforme de la résine sans microbulles d'air incluses ).
 ...
...
LithogravureLe processus classique de lithogravure va se poursuivre par l'ouverture dans le silicium de fenêtres représentant les zones non protégées par la résine. Plusieurs techniques sont envisageables. La plus simple consiste à dissoudre chimiquement la silice non protégée à l'aide d'une solution d'acide fluorhydrique, puis à enlever la couche de résine par un procédé dit de strippage mécanique et/ou chimique.
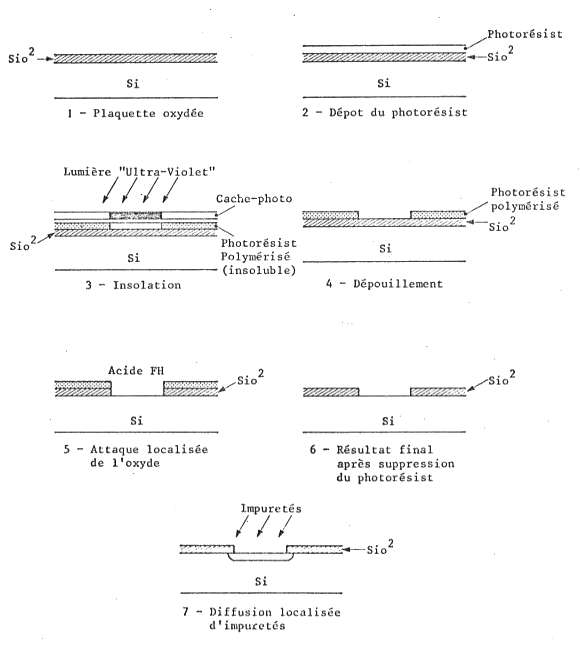
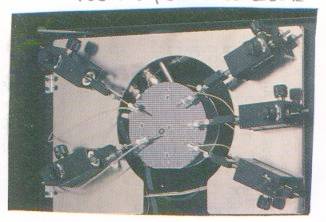
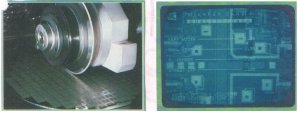
Fig. sciage du wafer et écran de contrôle de la machine de sciage permettant le positionnement sans erreur de la lame diamantée
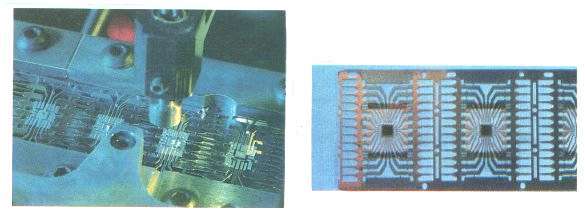
Fig. collage des puces et circuits collés sur la grille support avant soudure et encapsulation
Deux techniques sont utilisées pour assurer les connexions vers l'extérieur, soit la procédure ultrasonore, soit la procédure par thermocompression. La technique ultrasonore permet, via un fil d'aluminium, chargé à 4% de silicium, et de 25 à 50µm de diamètre, de connecter les couches d'aluminium aux pattes extérieures du composant. Notons qu'il ne s'agit pas d'une réelle soudure mais plutôt d'un frittage : le fil appliqué à l'aide d'un outil vibrant transversalement (entre 40 et 80KHz) pendant une durée calibrée sur la zone à connecter est effectivement fritté sur celle-ci.
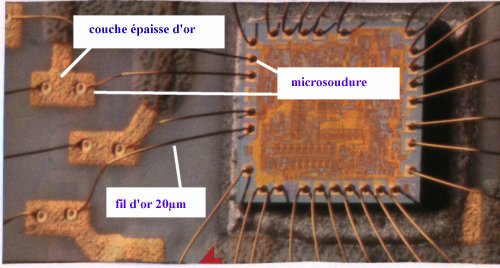
On emploie préférentiellement la technique par thermocompression pour les liaisons internes sur un circuit hybride entre couches d'or (ou de cuivre). Dans ce cas un microchalumeau fond l'extrémité du fil d'or qui est alors immédiatement appliqué avec une pression calibrée sur l'emplacement à connecter. La photo ci-dessous montre un exemple de thermocompression reliant une puce (à droite) dont les sorties sont réalisées via une couche mince d'or, à des électrodes en couches épaisses d'or déposées sur un substrat de céramique sur lequel sont collés vraisemblablement plusieurs composants actifs et sans doute aussi des éléments passifs miniatures tels des résistances et condensateurs. La photo ne représente ici qu'une vue partielle de l'ensemble du dispositif avant encapsulation.
Fig. ex de microsoudure par thermocompression sur couche épaisse et circuit intégré
Précisons que l'apprentissage de ces techniques commence à être enseigné en milieu universitaire et qu'il bénéficie d'un support sur une collection de CDRoms particulièrement pertinents, mais malheureusement en langue anglaise, dont nous montrons, à titre indicatif, une image ci-dessous.
Remarques : la loi de Moore et la miniaturisation ultime
note: Ce paragraphe est inspiré du livre sur les nanotechnologies de Jean Baptiste Waldner, lui-même partiellement inspiré de ce site web, ouvrage dont j'ai relu et amendé le texte avant édition
En 1965, Gordon Earle Moore, co-fondateur du groupe Intel, travaillait chez Fairchild. En préparant un exposé publié dans la revue Electronics Magazine, il fit une intéressante constatation à propos des puces mémoires. Les circuits à l’état de l’art sur le marché doublaient leur capacité tous les 18 mois environ. En extrapolant la tendance, il constatait une évolution exponentielle de la capacité des mémoires comme de la performance de calcul des puces microprocesseur (Rappelons qu’en 1965, le circuit le plus performant comportait 64 transistors). Cette augmentation exponentielle fut nommée Loi de Moore ou plus exactement, compte-tenu de l'ajustement ultérieur, Première Loi de Moore. En 1980, Moore énonçe une seconde loi selon laquelle le nombre de transistors des microprocesseurs cette fois (la loi initiale s’appliquait aux circuits intégrés moins complexes puisque formés de composants indépendants) sur une puce de silicium, double tous les deux ans. Bien que simple loi empirique, cette prédiction s'est révélée étonnamment exacte et est toujours réaliste aujourd'hui. Et elle pourrait en principe le rester jusque vers 2015 avant qu'on ne soit réellement confronté aux effets quantiques. En 2015, ces processeurs devraient donc contenir plus de 15 milliards de transistors.
En 1999 le transistor CMOS dit « ultime » développé au Leti à Grenoble a poussé à ses limites le principe du transistor MOSFET avec une section de 18 nm (la dimension d’environ 70 atomes mis cote à cote), c’est 7 fois plus petit que le plus petit transistor industriel de 2003 (130 nm en 2003, 90 nm en 2004, 65 nm fin 2005). Il permettrait un degré d’intégration théorique de 7 Milliards de jonctions sur une pièce de 1 Euro. Mais il ne s’agissait-là que d’une simple expérience de recherche pour étudier le fonctionnement des technologies CMOS lorsque l’on s’approche de la taille moléculaire. On serait encore incapable à ce jour de maîtriser l’assemblage coordonné d’un très grand nombre de ces transistors sur un circuit et encore moins de réaliser cela sur un plan industriel.
Le coût de la technologie permettant la réalisation de puces intégrant de plus en plus de transistors augmente dans des proportions vertigineuses - une autre loi empirique de la Silicon Valley, la loi de Roch, stipule ainsi que le coût de fabrication d’une puce double tout les 4 ans- car le procédé de fabrication, la photolithographie, utilisé depuis une quarantaine d’année se rapproche toujours plus de ses limites physiques. Ainsi en 2004, Intel a annoncé un investissement de plus 2 milliards de dollars dans son usine Fab12 en Arizona pour la fabrication de puces à partir de wafers de 300 mm de diamètre , qui ont remplacé les wafers 200 mm vers la fin 2005.
Les circuits sont gravés sur de très fines tranches de silicium, en focalisant un rayon lumineux à travers un masque qui contient le motif des circuits et de ses transistors. La résolution (ou « l’épaisseur du trait » de la gravure donc de l’empreinte du transistor) est confinée à la demi-longueur d’onde du rayonnement lumineux.
Pour fabriquer des transistors toujours plus minuscules, on utilise des rayonnements de longueur d’onde toujours plus courtes et la course à la miniaturisation a progressivement entraîné la photolithographie dans le spectre des rayons X de plus en plus durs (rayonnement UV puis rayons X, puis X-UV,…). Mais dans cette gamme de longueurs d’ondes il devient difficile, voire impossible de concentrer efficacement les rayons. Au milieu des années 90, on estimait ne pas être en mesure de fabriquer industriellement des transistors de moins de 400 atomes (100 nm) de section avec un tel procédé. Aujourd’hui, on considère possible de repousser les dimensions critiques des transistors CMOS à environ 20 nm, des démonstrations en laboratoire ayant déjà eu lieu Mais cet ultime ordre dimensionnel constituera alors une limite industrielle et physique pour cette technologie. Dans l’industrie du silicium, cette limite s’appelle « the Wall».
|
|
 |