
Copyright
© 2000-2015
LHERBAUDIERE
6 pages à l'impression

17 mars 2013
|
Copyright |
6 pages à l'impression |
|
version initiale 2002 | |
| dernière
mise à jour 17 mars 2013 |
TECHNOLOGIE DE FABRICATION DES COMPOSANTS ELECTRONIQUES ET DES MICROCAPTEURS
première partie (1/4) : monocristal et couches actives
le
listing des opérations |
||||
| une
métallurgie particulière |
||||
| une
opération thermique |
||||
| pour
faire une jonction abrupte |
||||
| un
autre procédé classique |
||||
| |
|
|
une collection d'icônes pour visiter tout le site | |


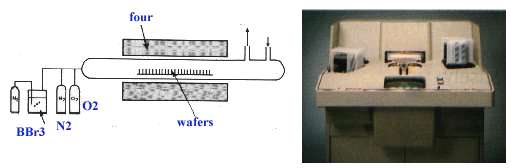
diffusion thermiqueEn tube ouvert les tranches sont dans un tube balayé en permanence par un flux gazeux (Azote ou Argon) lequel va, dans une phase de diffusion, entrainer le composé gazeux de l'élément dopant tel le BBr3 ou POCl3. Dans une phase d'oxydation, de l'oxygène est envoyé avec une faible proportion de vapeur d'eau, tandis que dans une phase de recuit seul le gaz neutre balaiera le tube. Dans tous les cas la température dans le four est critique et contrôlée avec une grande précision. Chaque fabricant possède son propre tour de main, au secret jalousement gardé, aussi nous indiquerons que les températures utilisées sont situées dans la plage 900-1000°C et sont évidemment différentes selon la phase opératoire en cours.
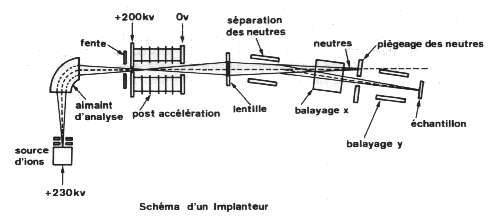
implantation ioniqueLa principale difficulté de la diffusion thermique est que la loi de diffusion conduit à un profil de concentration en atomes dopants diminuant non linéairement à partir de la surface, et que les besoins de réalisation de jonction p-n supposent au contraire l'obtention d'une jonction abrupte, c'est à dire le passage brutal d'une zone p de concentration homogène en dopant de type p à une zone n elle aussi homogène en concentration de dopant n. Pour tenter d'homogénéiser la zone diffusée on pratique, après arrêt du processus de dépôt en surface (ou réduction contrôlée du débit gazeux) à un traitement thermique adapté des tranches de silicium. Ce n'est pas toujours suffisant pour obtenir une jonction très abrupte et l'on procède parfois à l'implantation directe en profondeur d'atomes ionisés à l'aide d'un implanteur ionique.

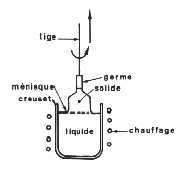
épitaxieLe troisième procédé pour réaliser une couche active s'apparente à la technologie couche mince. Il consiste à déposer lentement, soit dans un environnement de vide par évaporation contrôlée simultanée de silicium et de dopant à partir de deux sources indépendantes, soit en phase vapeur (CVD) à partir de SiH4 et d'un composé ad hoc du dopant, une couche de silicium convenablement dopée sur la tranche de type opposé. Celle-ci sera chauffée à une température suffisamment élevée afin de permettre aux atomes se déposant de se placer correctement c'est à dire de continuer le monocristal sans introduction de défauts à l'interface (épitaxie), mais suffisamment basse pour éviter le processus de diffusion thermique. On obtient ainsi des jonctions abruptes relativement profondes car l'épaisseur de la zone épitaxiée peut-être relativement importante (plusieurs microns).
|
|
 |