Circuit
intégré complet
L'idée d'intégration sur une même surface de silicium de
plusieurs composants réalisant une fonction complexe a très vite
suivi l'invention du transistor. En fait dès 1953 l'industrie aéronautique
américaine demandait aux fabricants de transistors de préparer
des circuits complets à partir de plaquettes de silicium et les premiers
prototypes chez Texas Instruments ou Westinghouse virent le jour vers 1958.
Mais il fallut attendre encore quelques années avant la commercialisation
d'un circuit fiabilisé et de caractéristiques reproductibles.
Pendant la seconde guerre mondiale le principe de l'amplificateur différentiel,
alors réalisé avec des tubes triodes, avait été
imaginé, c'est donc tout naturellement que le premier circuit intégré
commercialisé a été l'amplificateur opérationnel
réalisé par Bob
Widlar chez Fairchild Semiconductor en 1965 (il s'agissait du µA709
dont les premiers exemplaires valaient plus de 200$, alors qu'aujourd'hui on
trouve pour une fraction d'euro des composants plus performants chez n'importe
quel distributeur). Les circuits, dits logiques TTL, apparurent dans la foulée
et en 1968 on vit paraître les premiers databooks de ces composants.
La figure ci-dessous présente à titre d'illustration une photographie
d'un circuit de type amplificateur opérationnel relativement ancien sur
laquelle on peut distinguer aisément nombre de transistors, en particulier
NPN, des résistances de type base et les murs d'isolement qui encerclent
les éléments devant être isolés les uns des autres,
ainsi bien évidemment que les couches d'aluminium assurant les liaisons
indispensables entre ces éléments entre eux ou avec l'extérieur.
Notons que sur les amplis récents on retrouve des structures semblables,
mais la miniaturisation est telle qu'il est quasiment impossible d'y reconnaitre
comme sur la figure ci-dessous des éléments distincts. Pour mémoire
le circuit ci-dessous fait 2.54mm de côté.
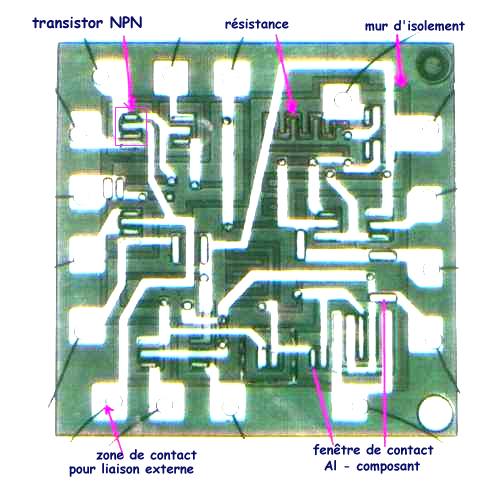 amplificateur opérationnel classique avant encapsulation (grossissement
environ 4000)
amplificateur opérationnel classique avant encapsulation (grossissement
environ 4000)
Notons que ces divers éléments sont visibles en raison de l'épaisseur
différente d'oxyde recouvrant les différentes zones et donc du
processus différent de réflexion de la lumière. Sur les
couches d'aluminium on distingue très facilement les dénivellations
en certains points de contact avec des ouvertures dans la couche d'oxyde protégeant
tout le circuit.
Précisons enfin que cet exemple est donné à titre pédagogique.
Dans les composants récents les dimensions sont infiniment réduites,
ainsi en 2006 la compagnie INTEL a mis en oeuvre industriellement dans plusieurs
usines des procédés ultra miniaturisés lui permettant de
réaliser des transistors de 65nm soit une réduction linéaire
d'un facteur 400000 par rapport au circuit ci-dessus. Un simple calcul montre
que cela correspond sensiblement à une réduction de taille d'un
facteur 2 tous les 2 ans depuis 40 ans ce qui a été rendu possible
par une amélioration gigantesque de la précision de tous les appareils
intervenant dans la chaîne de production. Sachant qu'un atome a un diamètre
de 0.3nm environ il est intuitif de penser que l'on va bientôt atteindre
un seuil critique au delà duquel il ne sera plus possible de continuer
à réduire les dimensions des composants. On envisage alors de
changer complètement de technologies pour réaliser des nanosystèmes
qui ne seront plus basés sur le seul silicium, mais plus vraisemblablement
sur une structure particulière à base de carbone, mais il faut
compter encore de nombreuses années avant que ces technologies prometteuses
en laboratoire soient suffisamment fiables et peu coûteuses pour passer
au domaine industriel. Nous y reviendrons dans un avenir plus ou moins proche.
Spécificités du micro-usinage
La réalisation de microcapteurs intégré implique souvent
deux parties différentes :
- d'une part, la réalisation du transducteur
qui comporte le plus souvent des éléments de type résistance
base, parfois quelques éléments actifs qui seront réalisés
selon les procédés vus ci-dessus et n'appellent donc pas de
commentaire particulier. Sinon que le plus souvent on dispose d'une surface
importante sur laquelle le positionnement des éléments ne
résulte pas seulement de considérations topologiques telles
que celles définissant les implantations de composants comme dans
l'amplificateur opérationnel ci-dessus, avec l'objectif d'utiliser
le moins de surface possible, mais plus souvent le positionnement dépend
du type de capteur. Ainsi le pont de résistances d'un capteur de
pression sera positionné en des emplacements où la membrane
de silicium présente les déformations optimales.
- d'autre part, il s'agit de procéder à l'usinage
dans le silicium du corps d'épreuve d'un capteur, en s'inspirant
des géométries retenues pour les capteurs classiques mais
en procédant à une réduction
d'échelle très importante afin d'une part de minimiser
les coûts et d'autre part de permettre la réalisation sur un
même wafer d'un nombre important de microcapteurs ayant donc des caractéristiques
semblables puisque réalisés simultanément.
C'est cette seconde partie que nous allons examiner maintenant. En prenant pour
exemple la réalisation d'un capteur de pression.
les problèmes principaux
Deux problèmes principaux sont à résoudre. L'un est de
nature mécanique, il s'agit de pouvoir identifier le
positionnement relatif avec une précision de l'ordre du micron
d'un motif diffusé sur une face du wafer (pont de jauges) et du centre
de la membrane correspondante sur l'autre face du wafer. En d'autre termes pouvoir
retourner un wafer afin de procéder à son alignement
en vue d'un processus de masquage sur les deux faces et non comme dans
les composants électroniques sur une seule face.
Le second problème concerne l'usinage lui-même. En microélectronique
classique on ouvre des fenêtres dans une couche d'oxyde de 1 µm
d'épaisseur, ici il va falloir usiner des motifs beaucoup plus importants
en épaisseur. Imaginons un wafer de 100 µm d'épaisseur dans
lequel nous avons l'obligation d'obtenir des membranes de 2mm de diamètre
et de 30 µm d'épaisseur. Définir par masquage des fenêtres
de 2mm de diamètre ne pose pas de problème insurmontable, mais
comment ensuite creuser dans cette fenêtre un puits de 70 µm de
profondeur? Et garantir surtout que le fond du puits sera plan
et parfaitement parallèle au plan
de l'autre face du wafer. Le problème est illustré par la figure
suivante.
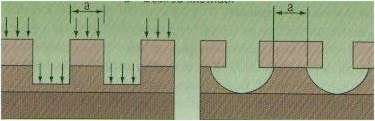 Fig. décapage physique par plasma ou chimique (à droite)?
Fig. décapage physique par plasma ou chimique (à droite)?
les procédés de gravure
Plusieurs techniques ont été imaginées pour micro-usiner
le silicium :
- historiquement l'une des premières réponses satisfaisantes
a consisté en la réalisation d'une structure
épitaxiale. On utilise un wafer de type P dopé P+ en
surface et l'on fait croître par épitaxie une couche d'épaisseur
équivalente à la membrane de type n dans laquelle on diffusera
les jauges de contraintes (résistances de type P). On procède
alors à la dissolution de la zone P selon le process dit P+
etch-stop. On a en effet découvert que l'EDP permettait de
procéder à un etching (ou gravure) anisotropique,
c'est à dire couche par couche en conservant donc sensiblement la
planéité initiale du wafer et la zone P+ arrête le décapage.
Cette méthode conduit à une uniformité de l'épaisseur
de la membrane à environ 1µm près, mais, d'autre part,
la solution d'attaque chimique employée est un poison et est très
délicate à recycler.
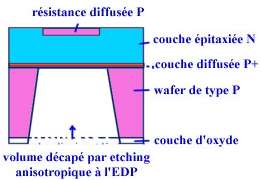 capteur de pression réalisé par décapage anisotropique
P+ etch-stop
capteur de pression réalisé par décapage anisotropique
P+ etch-stop
- Le second procédé utilise le même empilement de couche
épitaxiée N sur un substrat P mais exploite un
potentiel négatif pendant le décapage ce qui facilite
l'obtention d'un décapage uniforme par le biais d'une solution de
KOH.
- Le troisième procédé utilise, comme principe d'arrêt
du décapage, une couche faiblement dopée N-(<1017/cm3).
Dans ce cas le décapage est isotrope et peut être obtenu avec
HNA c'est à dire un mélange d'acide
fluorhydrique, nitrique et d'alcool dans la proportion 1:3:8. Il suffit
donc d'une couche épitaxiée N- sur le substrat
P ce qui réduit le nombre d'opérations et semble donc le procédé
le plus approprié.
- Une autre procédure implique des moyens plus sophistiqués
c'est le décapage ionique qui présente
l'intérêt de l'anisotropie mais nécessite la génération
de faisceaux d'ions uniformes de grande section. La figure ci-dessous montre
quelques principes de dispositifs exploités pour créer de
telles sources de plasma.
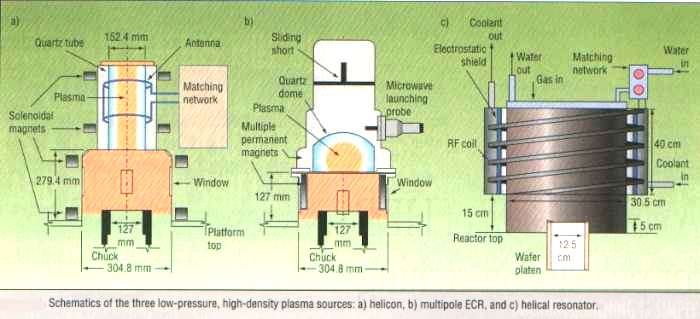 Fig. diverses sources d'ions permettant un décapage anisotrope [doc.
Solid State Technology]
Fig. diverses sources d'ions permettant un décapage anisotrope [doc.
Solid State Technology]
packaging
Les différents procédés de packaging (encapsulation) mis
en oeuvre dans la réalisation de capteurs de pression ont évidemment
comme objectif fondamental la protection du transducteur autant que l'obtention
d'un dispositif manipulable. Le verre de silice est souvent exploité
complémentairement au Si car on dispose de facilité de soudure
de l'un sur l'autre. L'exploitation du pyrex type 7740 a récemment ouvert
de nouvelles pistes technologiques. En effet ce matériau peut facilement
être lithogravé. La figure ci-dessous montre comment cela peut
conduire à une simplification des procédés de fabrication
de capteurs de pression.
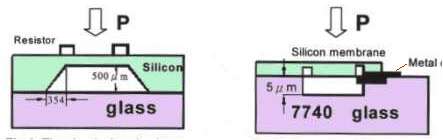 Fig. procédés classique et innovant de packaging [Yang99]
Fig. procédés classique et innovant de packaging [Yang99]
Dans le second dispositif la membrane peut être obtenue par usinage mécanique
partiel et simplement ajustée chimiquement puisqu'on n'a besoin que d'une
membrane plane la cavité étant générée dans
le verre. On voit que cela permet de réduire la quantité de silicium
nécessaire et donc de miniaturiser encore plus le capteur. En outre il
est alors possible de monter la face supportant les jauges non à l'extérieur
mais à l'intérieur de la cavité ce qui facilite grandement
leur protection sans changer sensiblement les propriétés mécaniques.
Notons que la cavité peut aussi bien être sous vide (capeur absolu)
qu'à la pression atmosphérique "normale" (capteur relatif).
L'électronique
du futur : Une avancée majeure dans le développement des transistors
 Une équipe de chercheurs de l'Institut National des Sciences des Matériaux
(NIMS) de Tsukuba et de l'Université de Tokyo a expérimenté
un nouveau type de transistor qui pourrait à terme constituer une nouvelle
génération de composants électroniques.
Une équipe de chercheurs de l'Institut National des Sciences des Matériaux
(NIMS) de Tsukuba et de l'Université de Tokyo a expérimenté
un nouveau type de transistor qui pourrait à terme constituer une nouvelle
génération de composants électroniques.
En effet, ce transistor
ne consomme que 1% de l'électricité utilisée par les
transistors actuels (pW) et est capable à la fois d'opérations
volatiles (l'information s'efface lors d'une interruption de l'alimentation
électrique, à la manière des mémoires RAM actuellement
utilisées dans les ordinateurs) et non-volatiles (l'information est
conservée même en cas d'interruption électrique, comme
c'est le cas dans les disques durs par exemple).high ON/OFF ratio [106 (volatile
operation) to 108 (nonvolatile operation)] et compatibilité technologique
avec les CMOS actuels.
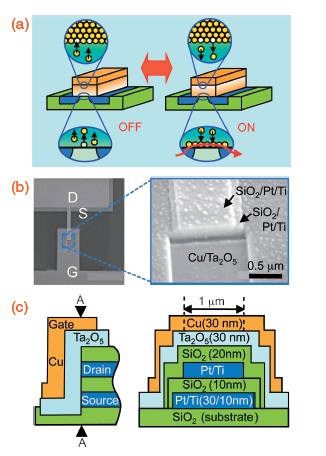
Pour obtenir ces caractéristiques,
l'équipe de chercheurs s'est basée sur le contrôle du
courant, non pas dans un semi-conducteur comme c'est le cas dans un transistor
traditionnel, mais sur le canal conducteur généré par
le passage de l'état fondamental à l'état ionisé
d'atomes de cuivre composant la grille. Ce canal est formé
à l'interface entre la grille et un isolant qui relie la source et
le drain (voir figure). Lorsque la concentration de cations, qui dépend
de la tension de grille, atteint une certaine valeur, on observe une forte
variation de la conductivité, c'est-à-dire une transition isolant-conducteur.
Les applications potentielles
de cette recherche sont très nombreuses dans le domaine de l'électronique.
Au niveau du grand public, il serait par exemple possible de recharger très
rapidement son smartphone, dont l'autonomie aura été par ailleurs
grandement accrue. De plus, les opérations non-volatiles étant
possibles avec ce type de transistor, le temps d'allumage des machines électroniques
pourrait devenir extrêmement court (car la mémoire vive ne serait
pas effacée lors d'une coupure de l'alimentation électrique).
L'équipe de recherche
a déclaré que ces résultats permettent de progresser
vers une augmentation de l'efficacité des composants électroniques
jusqu'ici limitée par le problème de la consommation électrique.
Bien évidemment, cette technologie mettra encore quelques années
à arriver dans des produits grand public, l'équipe de recherche
commençant à peine les discussions de commercialisation avec
des entreprises.
légendes de la figure:
(a) situation conductrice ou non du dispositif. Les atomes ionisés forment
un chemin conducteur entre la source et le drain
(b) images du dispositif vu au microscope électronique
(c) section du dispositif montrant les différentes couches
Pour en savoir plus,
"Volatile/Nonvolatile Dual-Functional Atom Transistor" - HASEGAWA
Tsuyoshi et al. - Applied Physics Express 4 - 24/12/2010 - http://dx.doi.org/10.1143/APEX.4.015204
nouveautés 2013
La technologie continue à évoluer dans le sens de la nanominiaturisation.
Ainsi Intel va produire des circuits programmables pour Altera en technology
14 nm. Rappelons qu'en 1970 un transistor avait 2mm de côté,
ainsi en une quarantaine d'années le facteur diminution est d'environ
1OOOOO. Un composant à donc dorénavant une largeur inférieure
à la dizaine d'atomes.
J. Czochralski, Zeits.Phys. Chem., 92 (1917) pp 219.
L-J Yang & al., A new strategy to reduce the chip size of the bulk-machined
micro-sensors, Int. Congress Sensors 99, Nürnberg, may 1999, vol1 pp
397-402
J. Mavor, MOST integrated circuit engineering, IEE summer school, Edinburgh,
september 1972
Y. Legros, les semiconducteurs, Eyrolles (Paris), 1974.
A. Vapaille, R. Castagné, Dispositifs et circuits intégrés
semiconducteurs, Dunod (Paris), 1987.
R.C. Dorf, The Electrical Engineering Handbook, CRC Press (Boca Raton, Fla),
1993.
Jean-Baptiste Waldner, Nano-informatique et Intelligence Ambiante,
Hermès Science, London, 2006, ISBN 2746215160.
BE Japon numéro
560 (7/01/2011) - Ambassade de France au Japon / ADIT - http://www.bulletins-electroniques.com/actualites/65529.htm
International Technology Roadmap for Semiconductors (2009) [http://www.itrs.net/Links/2009ITRS/].


