problème de la colle
Dans un capteur de pression
classique, les jauges de contrainte sont collées sur une membrane
déformable qui leur transmet les déformations qu'elle subit du fait
de la pression appliquée et par suite, ainsi qu'on l'a vu ci-avant, leurs
résistances varient donnant lieu à un signal électrique exploitable
pour la mesure.
La
principale difficulté de cette exploitation provient de l'incertitude
concernant la transmission exacte des déformations. En effet,
pour des raisons évidentes, entre la membrane et l'élément
sensible métallique il y a le support polyimide de jauge et la couche
de colle qui assure la fixation ET la transmission des déformations.
Malheureusement,
nonobstant les progrès de la chimie des polymères, les colles
présentent des limites d'emploi en température au delà
desquelles elles sont responsables de fluage et d'hystérésis
importants et elles vieillissent mal. De plus eu égard au processus manuel
de collage, il est difficile d'obtenir une couche uniforme de colle totalement
exempte de microbulles d'air ce qui crée
des perturbations de transmission de contrainte.
Afin
de résoudre ces difficultés, divers laboratoires de recherche
ont imaginé de remplacer la colle par un interposant céramique
en couche plus ou moins mince sur lequel
seraient déposées, selon la même technologie couche mince,
l'élément de jauge. Ainsi l'uniformité de l'intermédiaire
serait assurée, sa tenue en température étendue et l'ensemble
du composant ayant une épaisseur sensiblement réduite permettrait
une réponse améliorée en sensibilité et temps de
réponse.
C'est
une telle procédure que nous allons décrire maintenant en en montrant
les avantages mais aussi les difficultés de réalisation, en prenant
pour exemple les travaux menés en fin des années 70 au LCIA de
l'INSCI de Rouen (devenu depuis INSA), mais aussi chez divers constructeurs
français ou américains.
disposition des jauges
Pour
transmettre la pression on utilise divers types de membrane plane ou ondulée,
parfois les jauges ne sont pas disposées sur la membrane, mais celle-ci
est en liaison mécanique avec une poutre encastrée sur laquelle
sont fixées les jauges.
Nous
prendrons comme exemple le cas d'une membrane circulaire plane sur laquelle
le pont de jauges sera déposé. Afin d'obtenir la sensibilité
maximale il importe de disposer les jauges judicieusement, ce qui implique la
connaissance au préalable de la réponse
de la membrane.
Celle-ci
peut être obtenue théoriquement par le calcul, mais certaines approximations
concernant l'encastrement réel de la membrane induisent une incertitude
non négligeable, aussi préfère-t-on généralement
réaliser une analyse expérimentale en collant sur le diamètre
d'une membrane d'essai un réseau linéaire de jauges et en relevant
leur réponse en fonction de la pression en régime statique à
température constante. On peut ainsi obtenir la répartition longitudinale
des contraintes tant tangentielles que radiales et préciser la plage
de linéarité de la réponse du matériau. Il est ensuite
possible d'imaginer la géométrie du pont spécifique à
réaliser pour avoir la plus grande sensibilité, c'est à
dire le meilleur compromis possible sachant qu'il faut éviter les brins
de liaison dans des zones où ils diminueront la réponse et placer
les points de connexion dans des zones de préférence neutres.

La
figure donne la réponse mesurée expérimentalement de la
membrane choisie. On notera que la contrainte radiale passe par un maximum au
centre de la membrane, s'annule à environ 2/3 du rayon, est fortement
négative au voisinage de l'encastrement, puis diminue pour s'annuler
à la périphérie, tandis que la contrainte tangentielle
( t) reste toujours positive en décroissant régulièrement
du centre vers la périphérie.
t) reste toujours positive en décroissant régulièrement
du centre vers la périphérie.
 Conséquences:
Conséquences:
Il
en résulte que les jauges à déformation positive
devront être placées le plus près possible du centre de
la membrane et que leur géométrie n'est pas trop critique puisque
les contraintes radiale et tangentielle y sont d'amplitudes comparables. Par
contre en ce qui concerne les jauges périphériques à déformation
négative, il est évident que les contraintes radiale et tangentielle
étant de signe opposé il sera impossible d'obtenir la même
sensibilité à géométrie identique. Enfin on notera
la difficulté représentée par les brins d’interconnexion
entre jauges centrales et périphériques qui nécessairement
seront soumis à des contraintes variant fortement en amplitude d'une
extrémité à l'autre. On imagine aisément qu'eu égard
aux contraintes technologiques de réalisation et au savoir faire des
constructeurs les géométries retenues pourront varier sensiblement
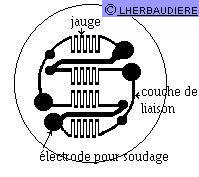
d'une réalisation à une autre. La figure suivante (voir paragraphe
1.3.4) donne le principe de la géométrie retenue à Rouen.
dépôt de diélectrique
Le
choix de l'interposant diélectrique résulte d'un compromis
entre la résistance d'isolement et la qualité d'adhérence
du dépôt sur le substrat. En effet la jauge sera constituée
d'une couche mince de 250nm d'épaisseur, il importe donc que l'état
de surface du substrat ne fasse pas apparaître d'irrégularités
d'amplitude supérieure à 25nm. Cela impose un polissage très
soigné (miroir) de la surface du capteur. Ce polissage signifiant absence
d'irrégularités en surface favorisant l'accrochage du diélectrique
on en déduit aisément que l'adhérence de celui-ci posera
problème. En outre les matériaux isolants électriquement
sont généralement des matériaux à faible
coefficient de dilatation (environ 20 fois moindre que celui des métaux)
il en résulte une difficulté supplémentaire pour maintenir
l'adhérence lorsque la température varie.
Compromis
retenu:
Pour
assurer l'adhérence on pourrait imaginer d'exploiter une technique
de dépôt assurant l'interpénétration superficielle
entre le matériau constituant la membrane et celui constituant le diélectrique
ce qui impliquerait un procédé de dépôt énergétiquement
agressif du type pulvérisation atomique, un autre choix pourrait être
de favoriser l'oxydation superficielle de la membrane afin de permettre une
liaison via des atomes d'oxygène entre la membrane et la couche d'isolant.
La solution retenue s'inspire de cette idée mais exploite une réalisation
différente.
Nous
avons, après divers essais, opté pour une solution très
élaborée de diélectrique composite
assurant le passage graduel de l'acier (métal) de la membrane
à la silice (substrat idéal pour un dépôt ultérieur
d'alliage).
L'empilement
comporte en effet une couche d'adhérence de quelques dizaines de nanomètres
obtenue par évaporation au canon à électron d'alumine Al2O3
en vide poussé. Du fait du bombardement l'alumine est décomposée
en oxygène natif qui est, soit partiellement pompé (et évacué
à l'extérieur), soit qui va partiellement se fixer sur l'acier
du substrat, et en sous oxydes d'aluminium AlOx (0<x<1) qui sont proches
du métal du point de vue dilatation et vont donc se fixer très
correctement sur l'acier (notons que l'oxygène possède une double
liaison possible ce qui favorise le pontage entre l'acier et l'aluminium).
Dans une seconde phase d'évaporation, de l'oxygène, préchauffé
afin d'accroître sa réactivité, est introduit dans la chambre
à vide, afin de compenser celui perdu du fait du pompage et de réoxyder
au mieux l'aluminium. On dépose ainsi environ 1.5µm d'alumine de
bonne qualité. Malheureusement, du fait de cet excès obligatoire
d'oxygène natif, l'alumine présente environ 1% de trous en volume
incompatibles avec un isolement parfait, aussi vient-on combler ces trous en
déposant, conjointement ensuite, un mélange d'alumine et de monoxyde
de silicium SiO (dont la proportion initialement de 0% augmente graduellement
au cours du dépôt jusqu'à 100%) sur une épaisseur
d'environ 0.4µm. Puis une couche de silice SiO2 de 0.1µm vient assurer
un état de surface optimal. On obtient par le biais de cet empilement
composite de 2µm d'épaisseur une résistance d'isolement
supérieure à 104M à
l'ambiante sous 10 V.
à
l'ambiante sous 10 V.
Notons cependant que si lors de l'évaporation une poussière métallique
de l'ordre de 1µm de diamètre (ou plus) vient malencontreusement
rencontrer le substrat cet isolement est évidemment compromis. Il importe
donc de travailler dans un environnement extrêmement
dépoussiéré si l'on veut une probabilité
raisonnable de réussite. Rappelons pour mémoire que dans une salle
blanche en classe 100 (ce qui se fait de mieux) il y a encore 4000 particules
par m3 d'une taille supérieure à 0.5µm et qu'en
vide de 10-6Torr (soit de l'ordre de 3.1016 molécules/m3)
un substrat de 1 cm2 est percuté par environ 51014 particules
par secondes. Un calcul statistique élémentaire montre qu'une
enceinte de 50 litres comporte donc avant mise sous vide 200 particules gênantes
si l'on travaille en classe 100, mais 20000 si l'on est en classe 10000 (cas
actuel du laboratoire) et plus de 5 millions si l'on est en environnement normal.
Dans
ce dernier cas il est fort probable qu'il reste, après vidage, au moins
une particule de grande dimension et, qu'au cours du dépôt de diélectrique
qui s'effectue en trois heures, il y ait toutes les malchances pour que cette
particule vienne se déposer sur le substrat.
dépôt de l'alliage
Les
matériaux acceptables pour constituer des jauges de contrainte sont en
nombre limité. Il s'agit d'alliages possédant un coefficient
de température très faible. En pratique en raison des difficultés
pour les obtenir à l'état de couche mince seuls quelques uns sont
retenus: alliages Ni/Cr (société SEDEME), Cr/Si (STATHAM), Ni/Cu
(LCIA Rouen).
Le
Ni/Cr est retenu en raison des caractéristiques métallurgiques
proches de ses 2 constituants, ce qui permet l'emploi de la pulvérisation
cathodique d'une cible de Ni/Cr.
Le
Cr/Si présente l'intérêt de simplifier la procédure
de dépôt en permettant l'emploi du même système de
codéposition par 2 canons à électrons pour l'ensemble du
dépôt diélectrique et alliage (en effet, la Compagnie Statham
utilise le Cr comme couche d'accrochage, puis SiO2 obtenu par évaporation
de Si en milieu d'oxygène comme diélectrique et enfin Cr2Si obtenu
par coévaporation comme élément de jauge).
Le
Cu/Ni (de type constantan) a été retenu à la suite d'une
étude systématique des alliages concentrés Cu/Ni en couche
mince qui a démontré les principaux résultats suivants:
- il existe une solution
solide parfaite entre Cu et Ni pour toute composition.
- l'alliage possède des caractéristiques structurales de type
massif dès 20nm d'épaisseur pour toutes les compositions
examinées.
- dans tous les cas la
résistivité varie peu avec l'épaisseur, tandis que le
CTR décroît quand l'épaisseur augmente et varie peu avec
la température.
- pour certaines compositions
il est ainsi possible de déterminer une épaisseur
idéale pour laquelle le CTR est quasiment nul entre -100
et +300°C.
principe
du dépôt
La procédure
retenue est celle de coévaporation
asservie. Le cuivre est obtenu par dépôt thermique à
partir d'un creuset chauffé par effet joule à puissance constante,
et le flux de nickel, obtenu par le biais d'un bombardement électronique,
lui est asservi.
La
procédure d'asservissement à PID numérique
permet de garantir une reproductibilité de composition de 0.1% en masse
et une excellente homogénéité dans l'épaisseur (meilleure
que 1%, c'est à dire meilleure que ce que l'on rencontre dans
les alliages de constantan massif)
géométrie
des jauges
Pour
définir le dessin des jauges deux procédés sont envisageables:
- soit le dépôt
est effectué à travers un masque perforé représentant
le motif à déposer et placé en contact étroit
avec le substrat
- soit l'alliage est déposé
sur tout le substrat et le motif est obtenu ultérieurement par photolithogravure.
Le
premier procédé présente un inconvénient majeur
dès lors que le motif à déposer est de petite taille (20µm
de large) c'est la présence d'effets de bord dus
au fait que les deux évaporateurs ne sont évidemment pas confondus
et que le masque possède une épaisseur non nulle et du même
ordre de grandeur que le motif à déposer. Les couches d'alliage
risquent donc dans la direction perpendiculaire à l'axe des évaporateurs
d'être encadrées de fines couches de métaux purs aux propriétés
résistives sensiblement moins intéressantes (CTR de 10-3/°C
et résistivité 20 fois plus faible).
Aussi
dans une réalisation industrielle préfère-t-on toujours
employer les techniques de gravure. Cependant alors qu'il est aisé de
réaliser un circuit imprimé et que les procédures de photolithogravure
sont fondées sur le même principe de base, en pratique il y a un
certain nombre de difficultés.
Bien
évidemment eu égard à la finesse des motifs il faut travailler
impérativement en environnement dépoussiéré de classe
100. Par ailleurs il s'agit de graver un alliage
(c'est à dire deux constituants chimiques différents) sans évidemment
graver le diélectrique ni le perturber. Ainsi il est aisé de graver
le Cu et le Ni par une solution d'iode dans l'iodure de potassium, mais l'iode
diffuse dans le diélectrique et modifie ses qualités isolantes.
Aussi
la gravure à l'acide nitrique est elle seule possible et un travail important
a été nécessaire pour déterminer la température
et la concentration optimales permettant de contrôler au mieux le processus
de gravure.
connexions
Il
convient ensuite de relier le pont de jauges au monde extérieur tout
en le protégeant des agressions de celui-ci. En effet une couche mince
est fragile et tout particulièrement s'il s'agit d'un constituant à
base de cuivre, matériau oxydable.
En
raison des dimensions les connexions par soudure à l'étain, au
fer à souder, sont exclues. On dispose alors de deux techniques adaptées
à la microélectronique:
-soudure
par ultrasons
-thermocompression
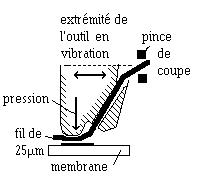
La
technique par ultrasons consiste à "fritter" un fil d'or ou
d'aluminium, de 20µm de diamètre, mis en contact avec le film mince
par le biais d'un outil en forme d'aiguille lequel est excité par un
générateur ultrasonore à 60-80kHz (voir fig. ci-dessous)
Trois paramètres
sont ajustables et permettent d'optimiser la qualité de la liaison :
la pression verticale exercée par l'outil, la fréquence de vibration
et la durée de celle-ci (quelques secondes en général).
La thermocompression (ball-bonding) consiste
à chauffer au microchalumeau un fil d'or de 25µm de diamètre
afin d'obtenir une boule en fusion à son extrémité que
l'on va mettre en contact par pression contrôlée avec la couche
mince. La liaison obtenue est évidemment beaucoup plus proche d'une soudure
que dans le cas précédent.
Les deux techniques
sont cependant sensiblement équivalentes et donnent des résultats
semblables. Notons qu'elles ont été élaborées pour
effectuer des connexions sur du silicium et que les machines ne sont pas adaptées
au cas des couches sur substrat métallique (capteur trop épais
ou membranes qui peuvent entrer en résonance avec la mise en oeuvre des
ultrasons).
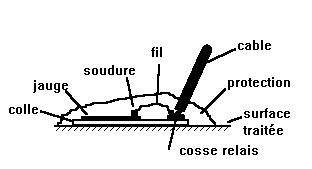
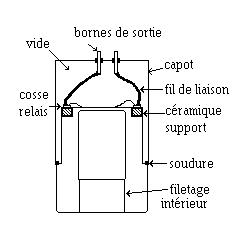
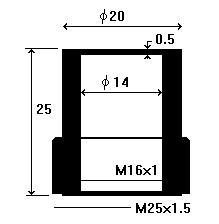
Après
cette connexion on procède à une encapsulation
sous vide de la partie fragile ce qui n'est pas non plus aisé
à réaliser. La figure donne un aperçu du montage réalisé.
On notera qu'un anneau de céramique est fixé sur la partie supérieure
du capteur de telle sorte qu'elle affleure au niveau de la membrane. Cette céramique
sert de support à une cosse relais massive déposée chimiquement
qui permettra le passage du fil de 25µm venant de la couche mince à
une connexion souple mais de section 0.2 mm soudable à l'étain
ou brasable sur la borne isolée du connecteur. Ce n'est qu'une fois montés
ces fils de liaison que l'on pourra fermer le capot sous vide par bombardement
électronique.
On
conçoit aisément les difficultés pratiques de cette réalisation
et l'irréversibilité de la fixation du capot.
Résultats
Nous
donnons ci-après une fiche caractérisant les résultats
obtenus en laboratoire au LCIA-Rouen en les comparant à ceux de quelques
dispositifs commercialisés:
| |
Philips KP101 |
Sedeme CMC |
Sedeme MD |
LCIA Rouen |
| capteur |
silicium |
inox |
inox |
inox |
| type jauges |
diffusées |
couches minces |
trame collée |
couches minces |
| nature jauges |
Si(N) |
Ni/Cr |
Ni/Cu |
Ni/Cu |
| valeur R (W) |
|
490 + 25 |
350 + 1 |
309 + 15 |
| équilibre zéro |
5% |
5% |
0.2% |
mieux que 3% |
| diélectrique |
Si(P) |
SiO2 |
polymère |
Al2O3/SiO2 |
| plage T (°C) |
- 40 + 125 |
- 30 + 130 |
0 + 60 ou -30 + 100 |
-50 + 400 |
| CTR /°C |
10-3 |
2.10-4 |
2.10-4 |
< 3.10-5 |
| stabilité |
bonne |
|
0.1% / an |
0.01% |
| plage P (Bars) |
0-2 |
0-20 à 0-1000 |
idem |
idem |
| K |
50 |
2.2 |
2.2 |
2.2 |
| signal e.m.(mV/V) |
12 |
3 |
2 |
2.2 |
| nb de cycles |
? |
? |
< 106 |
>106 |
On notera sur ce tableau les performances différentes en température
(plage de fonctionnement et dérive thermique), la similitude des signaux
obtenus pour les jauges constantan ou Nichrome, le signal plus avantageux des
jauges silicium mais leur limitation en pression (2 bars maxi alors que les
membranes d'acier n'ont en pratique quasiment pas de limitation supérieure
puisqu'il n'existe pas de limitation technologique à l'épaisseur
de la membrane d'acier à l'inverse du cas du silicium).