| |
Copyright
© 2000-2015
LHERBAUDIERE |
 10 pages à l'impression
10 pages à l'impression |
|
|
version
initiale 2002 |
|
dernière
mise à jour
22 mars 2013 |
cliquez sur le mot avertissement
ou information ci-dessus
pour connaitre une info essentielle avant de lire ce module et n'hésitez
pas à cliquer en bas de page sur l'icone sommaire
du site ça vous ouvrira d'autres perspectives
capteurs de température
deuxième partie (2/7)
| |
ou
thermocouple |
| |
le
tableau |
|
les
difficultés d'emploi |
 |
 |
 |
 |
une collection d'icônes
pour visiter tout le site |
générateurs
thermoélectriques
Les principes de la thermoélectricité
sont développés par ailleurs, nous rappelons simplement ci-dessous
le montage de base d'un thermocouple constitué fondamentalement de deux
conducteurs métalliques A et B de nature différente..L'effet Seebeck
étant généralement mal traité voire présenté
de manière totalement erronée dans les manuels de physique, nous
conseillons vivement au lecteur de lire, dans ce site le chapitre sur la thermoélectricité
dans le module physique/couche
mince/propriétés électriques.
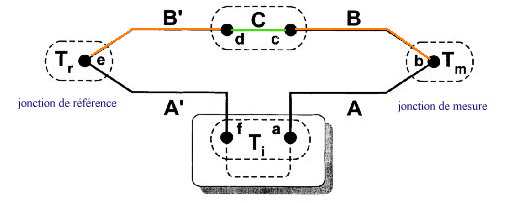 Fig. couple thermoélectrique
Fig. couple thermoélectrique
Le générateur thermoélectrique fournit une ddp (entre a
et f) directement exploitable à l'entrée d'un amplificateur et
fonction de la différence de température entre la jonction dite
de mesure (appelée aussi soudure chaude) et celle de référence
(appelée aussi soudure froide) supposée connue. Leur principal
intérêt résulte de la plage de température exploitable
(un couple Pt/Pt-Rh peut être utilisé entre 0 et 1600K ) et leur
bonne reproductibilité d'un capteur à l'autre. Par contre, ils
possèdent des inconvénients: non linéarité, faible
amplitude du signal, sensibilité aux bruits, nécessité
d'une compensation de soudure froide.
Notons que l'insertion d'un autre conducteur C dans le circuit thermoélectrique
ne modifie en rien la ddp entre a et f dès lors que les jonctions d et
c sont à une même température.
Il est ainsi possible d'assurer la liaison entre un thermocouple et un instrument
de mesure distant via un conducteur ordinaire de coût sensiblement moindre
que les éléments constitutifs de A et de B.
La figure ci-dessous montre ainsi une réalisation industrielle associant
à l'intérieur de la gaine de protection du thermocouple des circuits
de compensation. La zone en pointillé peut avoir une très grande
longueur, tandis que la partie gauche constitue la sonde proprement dite dont
l'extrémité sera soumise à la température à
contrôler.
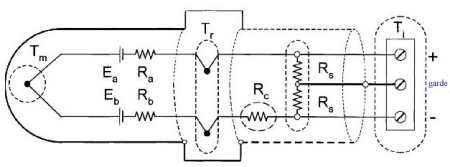 Fig. corps de sonde thermoélectrique industrielle
Fig. corps de sonde thermoélectrique industrielle
les principaux thermocouples
Nous donnons ci-dessous un tableau donnant les principales caractéristiques
des thermocouples effectivement utilisés industriellement.Les thermocouples
sont généralement désignés par une lettre on parle
ainsi d'un couple de type J pour indiquer qu'il s'agit d'un thermocouple dont
les deux constituants sont le fer et le constantan, tandis que JP indiquera
le conducteur fer repéré par ailleurs par la couleur de sa gaine
de protection. Ainsi que le montre la figure une troisième connexion
médiane peut-être exploitée c'est celle qui est repérée
avec le suffixe X dans le tableau (JX dans le cas du fer-constantan) tandis
que J correspond plutôt à la masse.

Questions pratiques:
En milieu
industriel on entend souvent dire que les thermocouples ont un inconvénient
très génant c'est qu'ils dérivent, ce qui implique un réétalonnage
fréquent. Qu'en est-il réellement?
Comme le montre les figures et tableaux ci-dessus en milieu industriel un thermocouple
est souvent intéressant en tant que capteur de température parce
qu'il fonctionne sur une large gamme de température et le couple platine-platine
rhodié sera une solution pratique dès lors qu'on veut gérer
des températures supérieures à quelques centaines de degré.
Dans ce cas le couple fait partie d'une canne thermométrique permettant
une fixation rigide sur la paroi du four (ou du réacteur) dont on veut
connaitre la température. Pour des raisons tant pratique qu'économique
cette canne est de longueur généralement limitée à
quelques dizaines de centimètres tout au plus.
Dès que la température atteint quelques centaines de degré
on assiste à un phénomène bien connu de diffusion des atomes
d'un métal du couple vers l'autre, diffusion qui sera d'autant plus favorisée
que, d'une part, la température est élevée et que, d'autre
part, les deux métaux sont susceptibles de former des solutions solides,
c'est à dire que l'on a affaire à des atomes qui peuvent aisément
se substituer l'un à l'autre dans le réseau cristallin. Ainsi
dans le couple platine-platine rhodié il est clair que les atomes de
rhodium vont aisément diffuser du côté platine pur. Tant
que ce phénomène d'interdiffusion reste localisé
à proximité de la soudure chaude dans une zone dont la température
reste identique à celle de la soudure chaude ce phénomène
n'a pas de conséquence pratique, puisque la zone concernée n'est
alors pas le siège d'un effet Seebeck parasite. Mais si la canne thermométrique
est relativement courte, il est alors clair qu'elle va être soumise à
un important gradient de température puisque la paroi extérieure
du four est à température sensiblement différente de l'intérieur
et dans ce cas il devient possible et même probable que la zone où
l'interdiffusion a pris naissance ne se trouve plus à une température
homogène et dans ce cas un effet Seebeck d'amplitude inconnue va s'ajouter
(ou se retrancher) à celui du thermocouple parfait provoquant donc une
erreur sur la lecture de la température.
Précisons que ces phénomènes d'interdiffusion sont lents
mais qu'ils prennent naissance dès des températures relativement
basses: ainsi dans un échantillon d'alliage Au/Ni initialement homogène
le rédacteur de ce site a pu mettre en évidence un tel phénomène
dès 120°C et lors d'une étude de très longue durée
(3 ans) il a pu constater le déplacement par gravité de
l'ensemble des atomes d'or vers le bas à tel point que le matériau
s'est retrouvé constitué de deux couches superposées d'or
et de nickel quasiment purs (la densité de l'or est un peu plus de deux
fois plus élevée que celle du nickel).
Dans ce cas la seule solution est soit de changer le thermocouple pour un neuf,
soit de réétalonner. Mais le réétalonnage (ce qui
est un abus de langage dans ce cas) n'est pas une opération aisée.
En effet si l'on place la canne thermométrique dans des conditions dites
d'étalonnage, c'est à dire dans un environnement à température
définie et parfaitement homogène elle ne sera pas le siège
d'effet Seebeck parasite et son signal de sortie sera celui d'un couple neuf.
Donc ce n'est pas cette procédure d'étalonnage standard qui convient.
On doit dans les conditions normales de fonctionnement du four substituer
le couple âgé par un couple neuf et corriger l'échelle
de lecture de l'enregistreur: pour une température correcte indiquée
par le couple neuf on repère la fem générée par
le couple âgé et on affecte à cette fem la valeur de température
indiquée par le couple neuf. La difficulté pratique de cette substitution
est que l'on ne peut avoir simultanément les indications des deux thermocouples
puisqu'ils doivent être "substitués" et qu'on ne peut
donc jamais être absolument certain d'être dans les deux manips
successives rigoureusement dans les mêmes conditions thermiques.
Le conseil que l'on peut donc donner c'est de bien choisir la longueur de la
canne thermométrique interne au four, de choisir avec soin son implantation
dans le four pour limiter au mieux l'effet des gradients importants à
l'intérieur du four. Et de choisir de préférence un thermocouple
dont la limite supérieure d'emploi est la plus éloignée
possible de la température effective. Ainsi si l'on veut travailler à
800°C on choisira de préférence un thermocouple platine-platine
rhodié (limite 1700°C) plutôt qu'un thermocouple chromel-constantan
(limite 870°C).


