
Copyright
© 2000-2015
LHERBAUDIERE
7 pages à l'impression

17 mars 2013
|
Copyright |
7 pages à l'impression |
|
version initiale 2002 | |
| dernière
mise à jour 17 mars 2013 |
CELLULES SOLAIRES PHOTOVOLTAÏQUES
partie 2/3 : technologies silicium
| quelques
généralités |
||||
| les
technologies silicium : monocristallin |
du
monocristal aux couches minces amorphes |
|||
| d'autres
idées industrielles |
||||
| une collection d'icônes pour visiter tout le site | ||||
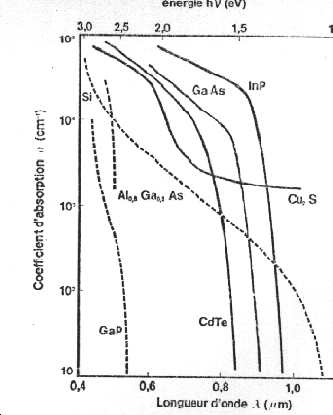
propriétés d'un bon matériau photosensible [3]En vue de convertir l'énergie solaire en électricité les semiconducteurs choisis devront conduire à un bon rendement et à un faible coût du kW installé résultant de l'optimisation des facteurs suivants :
 < Eg) et ceux trop énergétiques (h>>
Eg). Cet optimum se situe à environ 1.5eV pour une cellule fonctionnant
à 300K avec un rendement optimal de 28% ( à 500K : 1.9eV et 15%)
< Eg) et ceux trop énergétiques (h>>
Eg). Cet optimum se situe à environ 1.5eV pour une cellule fonctionnant
à 300K avec un rendement optimal de 28% ( à 500K : 1.9eV et 15%)
| matériau | Si polycristallin | Si polycristallin | CdTe ou Cu2S | GaAs |
| sans concentration | avec concentration | sans | avec | |
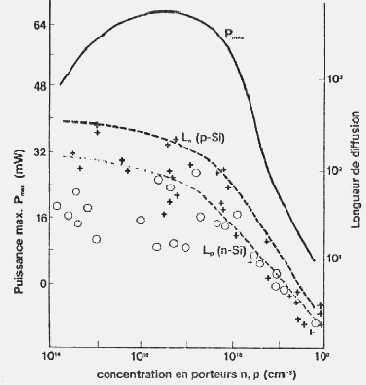
| longueur d'absorption (µm) | 50 | 50 | 1 | 2 |
| longueur de diffusion (µm) | 100 | 100 | 2 | |
| épaisseur optimale (µm) | 50 | 50 | 20 (alliage à Eg variable) | |
| 5 (homogène) | 5 | |||
| procédé d'élaboration | moulage | pulvérisation | depôt chimique en phase vapeur | |
| objectif de rendement (%) | 12 | 10 | 10 | 12 |
| rapport de concentration | 1 | 30 | 1 | 1000 |
| matériau | structure | ionicité | réseau A | coef de dilatation | bande interdite eV | affinité électronique | mobilité µe | µt |
| Si | diamant | 0 | 5.431 | 2.33 | 1.11 | 4.01 | 1350 | 480 |
| InP | blende | 0.421 | 5.869 | 4.5 | 1.27 | 4.38 | 4500 | 100 |
| GaAs | blende | 0.310 | 5.654 | 5.8 | 1.43 | 4.07 | 8000 | 300 |
| Ga0.2Al0.8Sb | blende | 6.13 | 5 | 1.47 | 400 | |||
| CdTe | blende | 0.675 | 6.477 | 1.44 | 4.28 | 700 | 65 | |
| CdSe | hexagonal | 0.699 | 4.3 | 4.8 | 1.7 | 3.93 | 600 | |
| CdS | hexagonal | 0.685 | 4.14 | 4.0 | 2.42 | 4.5 | 340 | |
| CdSiAs2 | calcopyrite | 0.54; 0.70 | 5.884 | 1.55 | 500 | |||
| CuInSe2 | calcopyrite | 0.65; 0.57 | 5.78 | 1.04 | 320 | 10 | ||
| CuInS2 | calcopyrite | 0.68; 0.61 | 5.52 | 1.5 | 200 | 15 | ||
| Cu2S | chalcocite | 1.21 | 4.25 | 24 | ||||
| InSe | en couche | 1.24 | 500 |
| matériau | rendement maxi obtenu | commentaire |
| Jonction np Si | 18% | |
| diode Schottky Si | 12.5 | |
| Si amorphe | 5.5 | |
| np GaAs | 19 | |
| Ga AlAs/GaAs | 22 | sous 1 soleil |
| id | 25 | 178 soleils |
| id | 19 | 1700 soleils |
| n CdS/p InP | 15 | |
| n CdS/p CdTe | 8 | |
| p Cu2S/n CdS | 8 | couches minces |
| p CuInSe2/ n CdS | 12 |
technologie siliciumcellule classique au silicium monocristallin
 |
 |
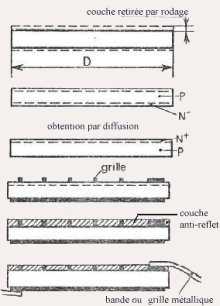
monocristal:Trois possibilités sont envisageables : augmentation du diamètre du tirage (on est passé de 2.5cm en 1960 à plus de 30 en 2000), utilisation d'un sillicium moins purifié, et gain sur l'épaisseur de matériau (mais plus le diamètre sera grand plus la tranche sera fragile).
amélioration des performancesL'objectif de mieux utiliser les photons solaires implique de réduire la profondeur de la jonction (moins de 0.1µm). On peut aussi augmenter la collecte des porteurs, réduire les réflexions de photons, obtenir une tension un peu plus élevée en circuit ouvert (>0.65V) pour tendre vers le rendement de 17-18% obtenu en laboratoire.
silicium polycristallin
 Les cellules photovoltaïques traditionnelles, ce sont en fait des plaques
de silicium d'environ 300 microns prises en sandwich entre deux plaques de verre.
De telles cellules sont évidemment rigides et fragiles. De plus, elles
utilisent beaucoup de silicium. Le procédé de fabrication exige
une température de plus de 1000 °C et la croissance des cristaux
de silicium est lente.
Les cellules photovoltaïques traditionnelles, ce sont en fait des plaques
de silicium d'environ 300 microns prises en sandwich entre deux plaques de verre.
De telles cellules sont évidemment rigides et fragiles. De plus, elles
utilisent beaucoup de silicium. Le procédé de fabrication exige
une température de plus de 1000 °C et la croissance des cristaux
de silicium est lente.
 |
 |
 |
 .
..
.
..
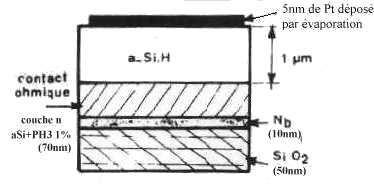
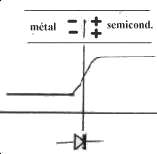
structure métal-semiconducteurLe dépôt d'un métal convenablement choisi en couche mince sur le Si conduit à des diodes Schottky. Ce procédé paraît à première vue séduisant en raison de la simplicité, malheureusement il semble qu'à long terme l'oxygène diffuse à l'interface M/S et réduise considérablement les performances en neutralisant les charges positives.
structure MISL'introduction d'un film très mince (0.2nm) isolant entre le Métal et le Semiconducteur transforme le contact à porteurs majoritaires en quelque chose qui ressemble à une homojonction (à porteurs minoritaires). L'isolant est obtenu soit par oxydation superficielle du Si (thermiquement ou chimiquement par NO3H), soit par dépôt de SiO en atmosphère contrôlée. Le métal est alors le plus souvent Au ou Al, tandis que la couche antireflet peut être omise.
hétérostructures à SnO2 ou In2O3On peut aussi réaliser des barrières en déposant sur le Si un autre semicondducteur à condition qu'il soit :
 >0.4µm)
>0.4µm)|
|
 |