deuxième partie (2/5)
: fabrication de couche d'InSb
|
|
difficultés du dépôt
d'une couche d' InSb
|
|
|
un procédé de dépôt
itératif
|
|
|
le rôle de la température
dans l'optimisation
|
|
|
les conséquences sur la mobilité
des électrons
|
|
|
|
|
|
une collection d'icônes
pour visiter tout le site |
position du problème
Les procédés
classiques de dépôt d'alliages en couche mince sont décrits
par ailleurs. Qu'il s'agisse de codéposition ou de pulvérisation
cathodique ils sont convenables dès lors que les matériaux constitutifs
de l'alliage ont des points de fusion pas trop éloignés, et subséquemment
des pressions de vapeur saturante du même ordre de grandeur à des
températures raisonnablement voisines. Ainsi par exemple si l'on prend
les alliages Cu/Ni le cuivre fond à 1063°C et le nickel à
1565°C (à la pression atmosphérique) et il est très
facile de piloter leur taux respectif de vaporisation à une pression
de l'ordre de 10-5 Pascal pour toute proportion comprise entre 10
et 90% de l'un des constituants avec une précision meilleure que 1%.
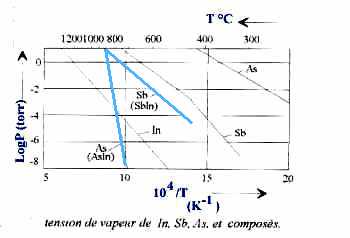
Dans le cas des alliages
InSb le problème est très différent. D'une part la composition
à obtenir est unique : c'est la composition stoechiométrique,
un atome de Sb pour un atome de In, la seule dont les propriétés
de mobilité soient intéressantes. Tout écart à cette
composition se traduit par une forte dégradation des propriétés
de mobilité. Ensuite la difficulté principale provient du fait
que les températures de fusion des deux matériaux sont très
différentes et subséquemment leurs pressions de vapeur saturante
à une même température très éloignées
de plusieurs ordres de grandeur. Dans ces conditions il est exclus d'exploiter
les procédés classiques de dépôt.
méthode de dépôt
En raison du trop grand
écart entre les pressions de vapeur, d'une part, et de la très
grande pression de vapeur de l'antimoine à la température ambiante,
d'autre part, il n'est pas possible de coévaporer simultanément
ces deux constituants. En effet la température nécessaire pour
obtenir l'évaporation de l'indium et le rayonnement consécutif
du creuset vers le substrat serait suffisant pour réévaporer
partiellement l'antimoine en empêchant l'obtention d'un dépôt
stoechiométrique et simultanément ce rayonnement vers le creuset
d'antimoine serait de nature à induire une sublimation de celui-ci à
un taux gigantesque et non contrôlable. La pression de vapeur élevée
en résultant serait alors de nature à bloquer l'évaporation
d'indium et à perturber sensiblement le processus de pompage.
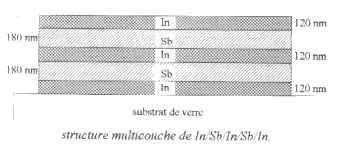
Il a donc été
décidé d'opérer des dépôts séparés
de manière à obtenir un empilement de couches d'indium et d'antimoine
alternées dans un rapport tel que la composition globale soit
correcte. Pour cela une première couche d'indium est déposée
sur le substrat isolant, puis le creuset d'antimoine est découvert et
un dépôt d'antimoine est effectué à basse température,
le substrat étant alors refroidi par une circulation d'eau afin de minimiser
le risque de réévaporation. Dès que cette couche est obtenue
le creuset d'antimoine est à nouveau obturé et dès que
la pression est redevenue suffisamment basse pour procéder à une
évaporation d'indium on effectue cette dernière toujours sur un
substrat refroidi. On continue cette technique de sandwich jusqu'à obtention
de la couche d'épaisseur totale souhaitée en s'arrangeant pour
que la dernière couche soit de l'indium. Ainsi l'antimoine qui à
faible température aurait tendance à se réévaporer
ne le peut puisqu'il est encapsulé entre
des couches d'indium.
Comme la méthode
de micropesée par quartz n'est pas opérationnelle ici, en raison
de la volatilité de l'antimoine, pour définir l'épaisseur
globale de la couche d'antimoine on a procédé au chargement d'une
quantité calibrée de matière et, via un étalonnage
préalable selon une méthode optique, il nous est possible de définir
à l'avance combien il faut d'antimoine pour obtenir une couche globale
d'épaisseur voulue.
Le résultat
obtenu est globalement de composition correcte mais en aucun cas il ne s'agit
d'un alliage In/Sb de propriétés électroniques intéressantes.
Il convient alors de procéder à un traitement d'interdiffusion
afin d'obtenir cet alliage.
traitement thermique
La procédure
d'interdiffusion fait appel à un simple traitement thermique.
L'optimisation de ce traitement a nécessité une longue expérimentation
: il a fallu déterminer la température optimale et la durée
du traitement et bien évidemment identifier le résultat cristallographique
obtenu. Nous donnons ci-dessous un condensé des essais effectués
et de leurs résultats pour un ensemble de couches d'épaisseur
globale 500nm
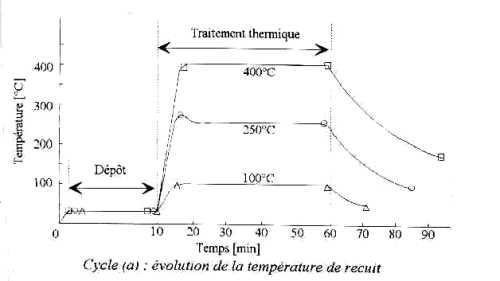
Dans une première
série d'essais, on a simplement modifié la température
de recuit afin d'identifier celle conduisant au meilleur résultat. Dans
une seconde série d'essais, la durée de recuit à température
optimale a été optimisée, de même le contrôle
de la température du substrat pendant le dépôt a lui aussi
fait l'objet d'une étude systématique.
A titre informatif
nous donnons ci-dessous quelques éléments pour apprécier
l'intérêt du traitement thermique sous la forme de spectre d'analyse
structurale aux rayons X
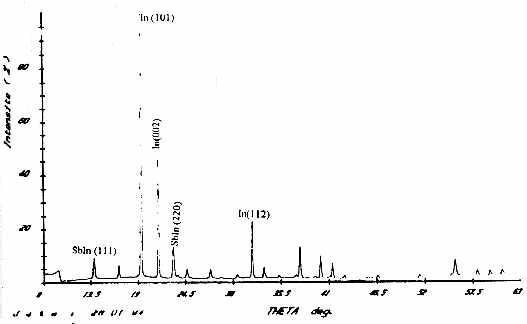 Fig. spectre d'une multicouche après
dépôt et avant traitement thermique
Fig. spectre d'une multicouche après
dépôt et avant traitement thermique
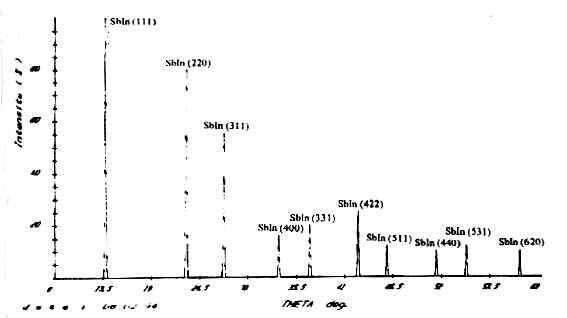 Fig. spectre de la même couche après
traitement optimal
Fig. spectre de la même couche après
traitement optimal
La comparaison des
deux figures montre à l'évidence que la multicouche après
dépôt est formée essentiellement des éléments
In et Sb et de très peu de composé InSb (les
pics 111 et 220 sont très faibles), tandis que sur la couche recuite
à 180°C pendant 24h le spectre est typiquement celui d'InSb tel qu'on
le trouve dans les tables ASTM. et les raies de In ou Sb purs ont disparu. En
pratique dès 4 h de recuit les résultats sont déjà
très satisfaisants.
mobilité des électrons
En ce qui concerne
l'influence des températures et durées du traitement thermique
sur les propriétés électroniques le tableau ci-dessous
confirme à l'évidence les résultats d'analyse structurale.
La plus grande mobilité est effectivement obtenue avec un recuit à
180°C pendant plus de 4h et un dépôt obtenu sur un substrat
refroidi à l'ambiante (20°C). A une température supérieure
à 200°C les résultats sont dégradés en raison
de la réévaporation de l'antimoine.
L'évolution
de la mobilité en fonction de la durée du recuit à 180°C
montre qu'au bout de 24h on obtient sensiblement la valeur maximale théorique
correspondant effectivement à un matériau constitué exclusivement
d'InSb.
Le tableau montre aussi que juste après le dépôt la mobilité
est quasi nulle, ce qui confirme qu'il n'y a quasiment pas d'InSb de formé
lors du dépôt, et ce qui confirme simultanément que le contrôle
de température du substrat a été très satisfaisant.
Ce point est très important. En effet si la mobilité n'était
pas nulle juste à la fin du dépôt cela signifierait qu'un
processus de diffusion d'une couche dans l'autre s'est produit lors des dépôts,
et donc que la température du substrat était suffisamment élevée
pour que ce processus puisse se produire, et par conséquent qu'il y a
toute chance pour qu'une partie de l'antimoine se soit réévaporée
(par sublimation) pendant le dépôt d'In. La conséquence
en aurait été que la stoechiométrie globale ne serait pas
respectée et par suite qu'il serait impossible d'obtenir après
recuit contrôlé de l'InSb pur, et donc une mobilité élevée
et proche du maximum théorique.
S.G. Lee, Réalisation
et caractérisation d'un capteur magnétique en couche mince,
thèse de Doctorat, Université de Rouen, 12 octobre 1994.
J.A. Carroll &
al., Preparation of high mobility InSb thin films, Solid-State Electronics,
Vol9, 1966, pp383-387,
J.F.Spivak & al.,
High mobility InSb thin film by recrystallization, J.Appl.Phys., Vol36,
1965, pp 2321-2323
G.V. Samsonov, Handbook
of the physico-chemical properties of the elements, Plenum Press, New York,
1968.