Copyright
© 2000-2015
LHERBAUDIERE
6 pages à l'impression

version
initiale 2002
dernière
mise à jour
22 mars 2013
22 mars 2013
| |
Copyright |
6 pages à l'impression |
|
version
initiale 2002 |
|
| dernière
mise à jour 22 mars 2013 |
septième partie (7/7) : température de surface (suite)
| juste
pour valider l'idée |
||||
| une
procédure élaborée |
||||
| les
résultats encourageants |
||||
| une collection d'icônes pour visiter tout le site | ||||
Ti1-Ts = K (Ti1-Tp1)Deux procédures sont envisageables:
Ti2-Ts = K (Ti2-Tp2)
- soit on effectue, avec la même sonde, deux mesures successives très exactement au même endroit ce qui expérimentalement n'est pas nécessairement évident.
- soit on dispose d'une sonde double dont l'extrémité comporte deux éléments sensibles suffisamment proches mais régulés séparément à des températures initiales différentes.
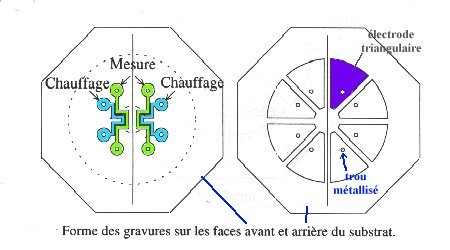
Le dispositif une fois monté ressemble à un stylo. Une technique astucieuse a été exploitée pour la connectique exploitant un circuit imprimé double face monté perpendiculairement au plan du microcapteur et mis en place à l'intérieur d'un bloc d'altuglas convenablement usiné et assurant simultanément la prise en main du transducteur et la protection des divers éléments du montage.
| matériau | température régulée Tr1 | température régulée Tr2 | température standard (0.05°C) | température de surface mesurée | intervalle de confiance(95%) |
| indubiose gel | 40°C 45 50 |
45°C 55 55 |
35.5 36.0 44.2 |
35.89 35.64 44.13 |
0.74 0.94 0.94 |
| pyrex | 35 45 50 |
40 50 55 |
26.2 40.3 43.8 |
25.93 40.67 44.09 |
0.91 0.92 0.96 |
| acier | 35 45 50 |
40 50 55 |
31.9 36.7 44.8 |
31.67 36.76 44.56 |
1.23 0.49 0.98 |
| aluminium | 35 45 50 |
40 50 55 |
30.3 37.0 43.7 |
30.27 36.92 43.97 |
0.84 0.45 0.82 |

Gouault J. & al., méthode simple de mesure de température cutanée. Application aux thromboses de la carotide, Revue Neurologique, Paris, 1968, Vol 119 (6) pp 485-494complémentaire
| |
|
|